















Makîneya Qeyda Zincîra Lazer a Fîbera CW ya Bi Leza Bilind a Bi Tevahî Otomatîk ji bo Zêrên Zîv ên K-Zêr û 925 Zîv û Amûrên Elektrîkê
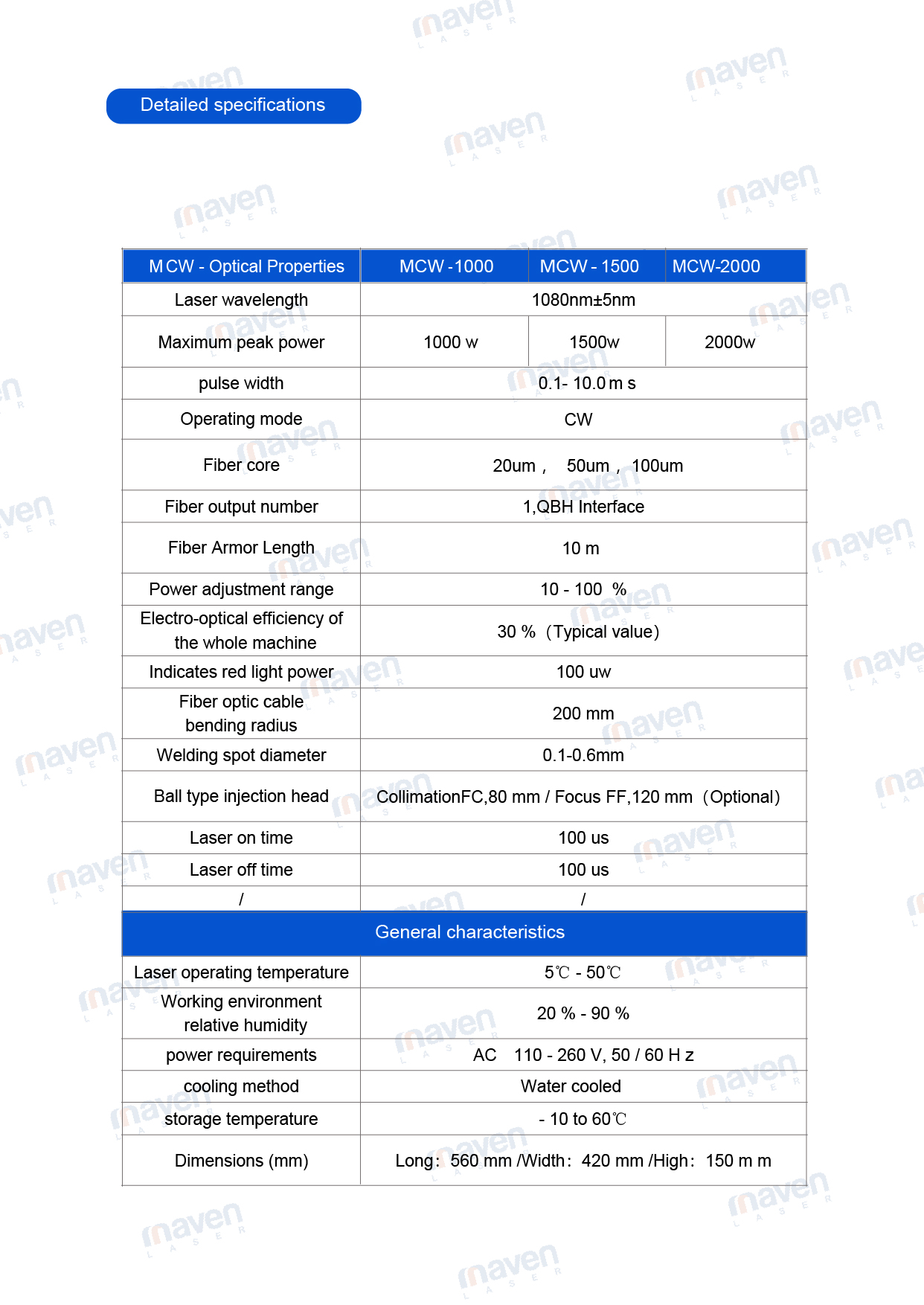
II. Fonksiyonên Sereke û Taybetmendiyên Teknîkî
- Qayimkirina Rast, Misogerkirina Estetîk û HêzêRastbûna qayimkirinê digihîje 0.01 mm, piştgirî dide qayimkirina bi balkişandina "xal-bi-xal". Kêmtirîn qûrahiya nîşana qayimkirinê dikare bi qasî 0.1 mm be, ku şertê bilind ji bo "nebûna nîşanên qayimkirinê yên eşkere" di zêr û aksesûaran de pêk tîne. Piştî qayimkirinê, hêza kişandinê ya girêdanê ≥% 80 ji hêza madeya xav e, ku pêşî li şikestina zincîrê digire di dema lixwekirin an karanînê de.
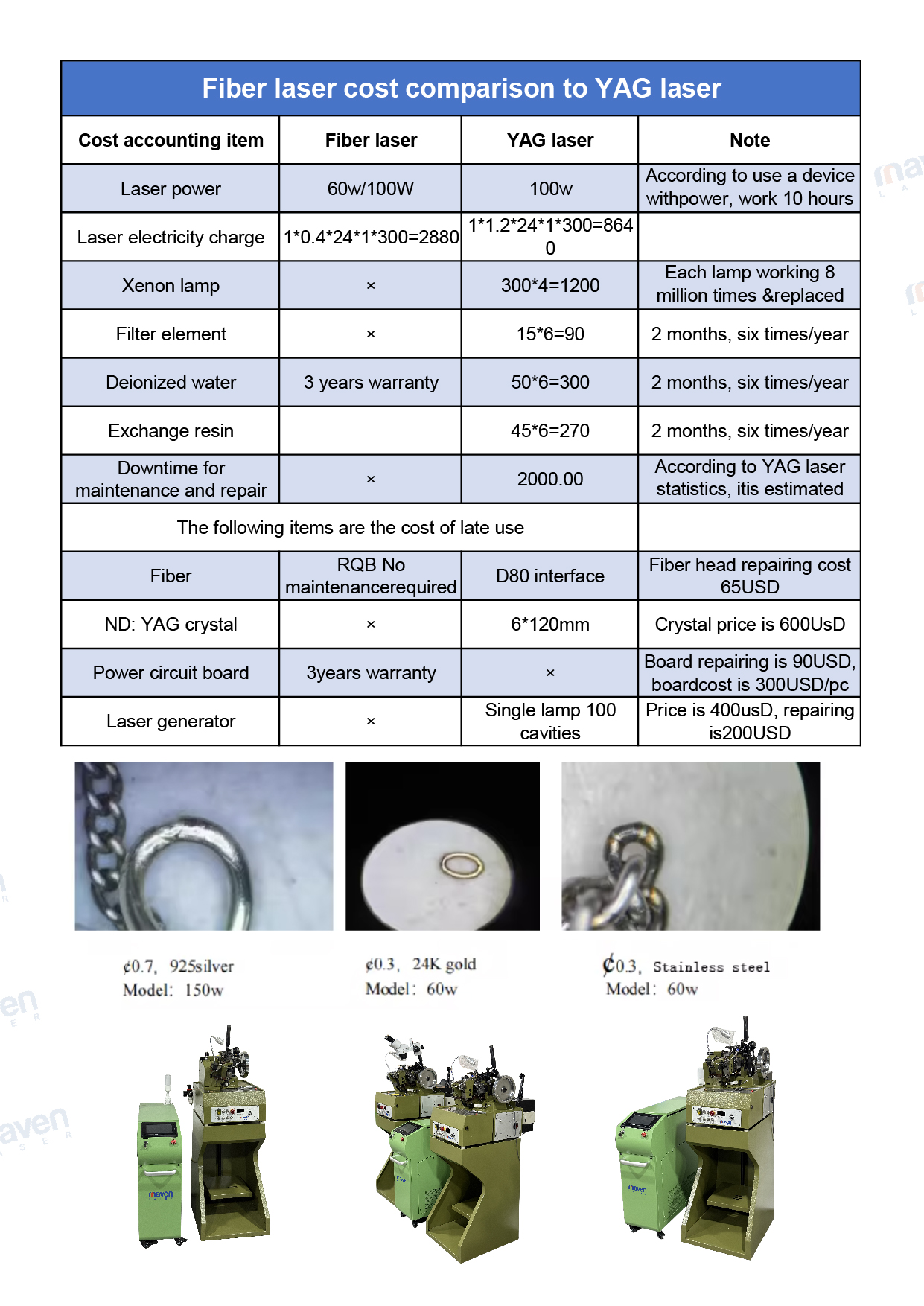
- Lihevhatina Pir-Materyalan, Materyalên Zincîra Hundirîn ên Sereke vedihewîne. Ew dikare zincîrên hundirîn ên ji metalên cûrbecûr hatine çêkirin bêyî guheztina aksesûaran a pir caran biqelîne:
- Metalên hêja: Zîv, zêr (zêrê K, zêrê hişk), platîn;
- Metalên hevpar: Pola zengarnegir, sifir, alloy zinc, alloy aluminum;
- Materyalên taybet: Zincîrên bi zêr an zîv hatine pêçandin (moda kaynakirinê ya germahiya nizm rê li ber qelişîna plêkirinê digire).
- Otomasyona Bilind, Kêmkirina Girêdayîbûna Kedê
- Modelên nîv-otomatîk: Bi amûrên pozîsyona zincîrê ve hatine sazkirin. Piştî barkirina destî, ew bixweber pêvajoya "pozîsyonkirin → kaynakirin → sarkirin" temam dikin;
- Modelên bi temamî otomatîk: Fonksiyonên xwarin, bicihkirin, qayimkirin û venêrînê bi hev re entegre dikin, û dikarin bi xetên hilberînê ve werin girêdan. Yekîneyek dikare kapasîteya rojane ya 5,000-10,000 zincîrên tevnkirî bi dest bixe;
- Hin modelên asta bilind "guhertina yek-klîk a parametreyên kaynakirinê" piştgirî dikin, ku bi lez li gorî zincîrên tevnkirî yên taybetmendiyên cûda (mînak, qûtra têl 1mm, 2mm) diguherin.
- Sêwirana Ewlehî û Stabîlîtê
Bi pêçanên parastinê yên lazerê (ji bo modelên weldingê yên lazerê) û lepikên parastinê yên germahiya bilind ve hatî çêkirin, li gorî standardên ewlehiya pîşesaziyê ye;
Modulên parastina ji zêdebargirtinê û stabîlîzasyona voltaja çêkirî ji bo pêşîgirtina li hêza welding a neyeksan a ji ber guherînên voltaja;
Serê weldingê ji materyalên berxwedêr ên li hember aşînê hatiye çêkirin, temenê karûbarê wê ji 100,000 çerxan zêdetir e, ku pirbûna guheztina kelûpelên xerckirinê kêm dike.

III. Senaryoyên Serlêdana Bingehîn
Bikaranîna makîneyên kaynakirina zincîrî pir li ser "hilberîna hilberên zincîrî" disekine, û senaryoyên sereke ev in:
- Pîşesaziya zêrkeran: Qeydakirina gewriyên zêr û gerdenbendên zîv, wek zincîrên O-link, zincîrên xaçkirî û zincîrên pêçayî;
- Pîşesaziya aksesûaran: Qeymakirina zincîrên aksesûarên erzan ên ji alloy an pola zengarnegir hatine çêkirin (mînak, zincîrên hestiyê stûyê, zincîrên pir-qatî);
- Amûrên alavên elektronîkî: Qeyda xurtkirî ya girêdanên zincîrên bagajan, zincîrên kemerê, û zincîrên mifteyên sereke;
- Pêvajoya xwerû: Qeydakirina rastîn a zincîrên tevnkirî yên kesane (mînak, zincîrên gravurkirî, zincîrên bi şiklên taybetî) ji bo pêşîgirtina li deformasyonê di dema pêvajoyê de.

IV. Xalên Hilbijartinê yên Sereke
Dema kirîna makîneyeke qayimkirina zincîrî, ji bo dûrketina ji hewcedariyên nelihevhatî, li ser 4 parametreyên jêrîn bisekinin:
- Lihevhatina taybetmendiyên zincîrê: Rêzeya qûtra têla piştgirîkirî ya alavê (mînak, 0.3-3 mm) û celebên zincîrê (zincîrên tevnkirî, zincîrên girêdan) piştrast bikin da ku pêşî li şikestina kaynakê ji ber qûtra têlên pir zirav bigirin;
- Pêdiviyên otomasyonê: Ji bo xwerûkirina komên piçûk modelên destî/nîv-otomatîk û ji bo hilberîna girseyî modelên bi tevahî otomatîk hilbijêrin da ku lêçûnên kedê kêm bikin;
- Lihevhatina materyalan: Ji bo qelandina metalên hêja (mînak, zêrê zexm), "makîneyên qelandina lazerê yên bi hêza kêm" hilbijêrin (ji bo dûrketina ji helandina zêde ya metal); ji bo pola zengarnegir, "makîneyên qelandina berxwedanê" ji hêla lêçûnê ve maqûltir in;
- Xizmet û perwerdehiya piştî firotanê: Pêşî bidin marqeyên ku "perwerdehiya sazkirinê li cîhê kar + xebitandinê" pêşkêş dikin. Hin model hewceyê kalibrasyona birêkûpêk a serê qayimkirinê ne, û leza bersiva piştî firotanê bandorê li ser karîgeriya hilberînê dike.
V. Têbînîyên Xebitandin û Parastinê
- Berî xebitandinê, kontrol bikin ka erdê alavan normal e; ji bo modelên lazerê, pê ewle bin ku qapaxa parastinê girtî ye (ji bo dûrketina ji zirara tîrêjên rasterast ên lazerê);
- Dema ku hûn materyalên cûda qelp dikin, parametreyan ji pêş ve rast bikin (mînak, hêza lazerê, dema qelpkirinê). Ji bo piştrastkirina bandorê, tê pêşniyar kirin ku 3-5 ceribandinên qelpkirinê werin kirin;
- Piştî karanîna rojane, bermahiyên metal ên li ser serê kaynakê paqij bikin, heftane xitimîna amûran kontrol bikin, û rastbûna pozîsyona kaynakê mehane kalîbre bikin;
- Ji bo rêgirtina li kurteçûnên devreyên navxweyî an astengkirina serê weldingê, di jîngehên şil û tozî de bikar neynin.

Peyama xwe li vir binivîse û ji me re bişîne
















