



Ansîklopediya Zanyarîya Weldingê: Gotûbêjek Kurt li ser Dabeşkirinê
û Pêvajoyên Weldingê yên Laser Welding
Di hilberîna pîşesaziyê de, welding lazer demek dirêj e ku di warên hewavaniyê de tê sepandin,qayimkirina rastbûna bilind, û qayimkirina materyalên taybet. Bi pêşkeftina pîşesaziyê û pêşketina teknolojiyê re, qayimkirina lazer niha di qayimkirina materyalên asayî de bêtir tê bikar anîn. Îro, em ê li ser dabeşkirina qayimkirina lazer nîqaş bikin. Qayimkirina lazer rêbazek qayimkirinê ya bi bandor û rast e ku tîrêjek lazer a bi dendika enerjiya bilind wekî çavkaniyek germê bikar tîne da ku materyalan bi hev re bihelîne. Ew xwedî gelek avantajên wekî leza qayimkirinê ya bilez, deformasyona piçûk, hewcedariyên kêm ji bo jîngeha qayimkirinê, dendika hêza bilind, bê bandora ji zeviyên magnetîkî, bê sînorkirin ji bo materyalên guhêrbar, ne hewce ye ku şert û mercên xebata valahiyê, û di dema pêvajoya qayimkirinê de çênebûna tîrêjên X tune.
Weldinga lazer dikare ji perspektîfên cûda ve were dabeş kirin:
- Dabeşkirin li gorî moda enerjiya derana lazerê:
- Qeydakirina lazerê ya berdewam: Di dema pêvajoya qeydakirinê de şikleke qeydakirinê ya berdewam û bênavber çêdibe.
- Qeydakirina lazerê ya pulsasyonîJi ber ku têketina enerjiyê bo rûyê beşa lêkirî bi navber e, her xala ronahiya pulsasyonî li ser rûyê parçeya kar a lêkirî tevdigere da ku xalek lêkirî ya dorhêl çêbike. Li gorî parametreyên lazerê yên cûda, şeklên lêkirî yên cûda dikarin werin bidestxistin.
- Dabeşkirin li gorî dendika hêzê ya xala lazerê ya fokuskirî:
- Qeyda bi rêya germî-rêvebirina lazerê: Densiya hêzê nisbeten kêm e, bi gelemperî kêmtir ji 10⁵ W/cm² ye. Lazer enerjiyê dişîne ser rûyê perçeya kar a qeydakirî, rûyê metalê germ dike heta germahiyek di navbera xala helandinê û xala kelandinê de. Germ bi rêya germî-rêvebirinê veguhezîne hundirê metalê da ku qeyda çêbike, ku dişibihe tungstena bêbandor.qayimkirina bi gazê (TIG).
- Qeydakirina kûr a lazerê (qeydakirina qulika mifteyê): Dema ku dendika hêza lazerê ya li ser rûyê metalê ji 10⁵ W/cm² mezintir be, tîrêjên lazerê yên bi hêza bilind li ser rûyê materyalê metalê tevdigerin, dibin sedema helandina herêmî û "qulika mifteyê" çêdikin. Tîrêjên lazerê bi rêya "qulika mifteyê" derbasî hundirê hewza helandî dibin û qaydakirinê çêdikin.
- Dabeşkirin li gorî moda kontrolê:
- Makîneya weldingê ya lazerê ya destî
- Makîneya weldingê ya lazerê ya otomatîk
- Makîneya weldingê ya lazerê Galvo
- Dabeşkirin li gorî celebê lazerê:
- Makîneya weldingê ya lazerê YAG
- Makîneya weldingê ya lazerê nîvconductor
- Makîneya weldingê ya fîbera lazer
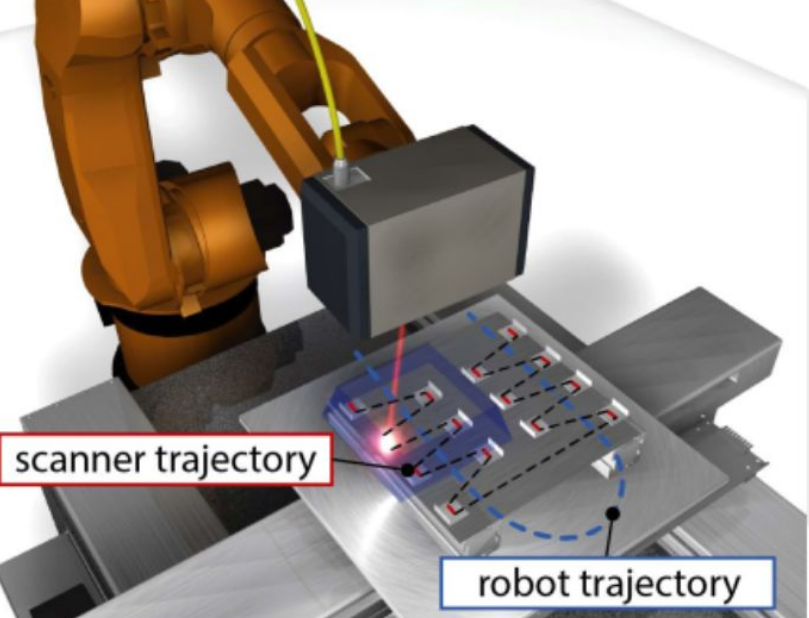
1. Qeydakirina bi Lazerê Firînê
Qaymaqkirina bi lazerê firîner avantajên qaymaqkirina ji dûr ve, galvanometre û manipulatoran bi hev re dike yek, û bi nermalava hilberandina grafîkê ya profesyonel ve hatî çêkirin da ku qaymaqkirina pir-rêgezî ya yekser di qada sê-alî de bi dest bixe.
Serlêdanên sereke:
Ew ji bo berhemên wekî karosên otomobîlan, kursiyan û parçeyên otomobîlên hevpar tê sepandin. Ji hêla materyalan ve, ew dikare ji bo cûrbecûr materyalên hevpar ên wekî plakayên pola, plakayên sar-pêçandî û alloyên aluminiumê, û her weha materyalên kompozît û materyalên alloyên wekî alloyên magnezyûm-aluminumê were bikar anîn.
★ Awantaj:
- Lihevhatî bi her şêweya weldê re
- Ji bo her rêgezek weldkirinê guncan e
- Belavkirina weld/xal a ji hêla bikarhêner ve hatî destnîşankirin
- Belavkirina stresê ya çêtirînkirî
- Kapasîteya qayimkirina xalî ya bilez, qayimkirina dirûn, qayimkirina lep, qayimkirina qûntarî, qayimkirina fîletoyê, û qayimkirina sergirtî.
- Hevrêzkirina demrast di navbera serê weldkirinê û robotê de ji bo lezandina pêvajoya weldkirina lazerê
- Pêdiviya cîhê erdê ya piçûktir
- Mesrefên lênêrîn û lojîstîkê yên kêmtir
2. Qeydakirina bi Lazerê Spiral
Ew rêbazeke lazerî ya qayimkirinê ye ku bi lerzîna lazerî ya du-qûnî tê bikaranîn, ku bi danîna moduleke lerzînê ya taybet li ser serê qayimkirinê pêk tê. Ev yek dihêle ku xala ronahiyê ya fokuskirî dema ku serê qayimkirinê digere, qayimkirineke spiral çêbike.
Serlêdanên sereke:
Qeydakirina menteşeyan, guhêrkerên germê, guhêrkerên germê yên lûleyî, qeydakirina lûleya stûr di pîşesaziya petrol û gaza xwezayî de, qeydakirina flançan, û qeydakirina alloyên alumînyûmê, û hwd.
★ Awantaj:
- Qalibkirina firehtir
- Dubarekirina pêvajoyê / aramiya pêvajoyê pir zêde
- Çêtirkirina pêkhatina weldê
- Pêvajoya piştî-pêvajoyê hêsantir û rûbera nermtir a perçeya kar a qelandî
- Kapasîteya welding a alloy aluminumê ya hêja
3. Brazîngkirina bi lazer
Brazîngkirina bi lazer behsa rêbazekê dike ku metalek tijîker bi xala helandinê ya ji ya metala bingehîn nizmtir bikar tîne. Metala tijîker a brazîngkirinê heta germahiyek ji xala helandinê ya xwe bilindtir lê ji germahiya helandinê ya metala bingehîn nizmtir tê germ kirin. Metala tijîker a brazîngkirinê ya şil metala bingehîn şil dike, valahiya girêdanê tijî dike, û bi metala bingehîn re belav dibe da ku girêdana beşên qayîmkirî pêk bîne.
Serlêdanên sereke:
Qeymaqkirina strukturên çarçoveya laşê aluminumê, wekî girêdana di navbera ban û dîwarê alî, û derî de.
★ Awantaj:
- Kêmasiyên welding lazerê yên paqij, wekî kun, şikestin û valahiyên zêde yên lixwekirina hilberan kêm dike
- Hêza weldingê baştir dike û lûleyek weldingê ya bêkêmasî bi dest dixe
- Tenê metala dagirtina brazîngê di dema brazîngê de dihele, lê metala bingehîn nahele
- Deformasyona piçûk a girêdanên birandî, xuyangek nerm û estetîkî, ji bo rastbûna weldingê minasib e, pêkhateyên tevlihev ên ji materyalên cûda hatine çêkirin.
- Herêma germê ya biçûk û hêza zextkirinê ya bilind
4. Qeyda bi têlên lazerê tijîkirî
Qaymaqkirina bi têlên lazerî rêbazek e ku metalek tijîker bi heman materyalê an jî dişibihe metala bingehîn bikar tîne. Metala bingehîn û metala tijîker a lerizînê têne helandin û dûv re hişk dibin da ku qaymaqek çêbikin.
Serlêdanên sereke:
Qaymaqkirina tevahiya parçeyên avahiya laş ên wesayîtan û parçeyên otomobîlan.
★ Awantaj:
- Kêmasiyên welding lazerê yên paqij, wekî kun û şikestinan kêm dike
- Rêjeya kalîfîkasyonê ya hilberên qelandî baştir dike û dihêle ku di navbera hilberên qelandî de valahiyên hinekî mezintir hebin.
- Metalê bingehîn di dema kaynakirinê de dihele, û hêza kaynakirinê ji ya metalê bingehîn bilindtir e.
5. Brazîngkirina Lerizîner
Ew fonksiyonên şekildana tîrêjê û şopandina qayimkirinê bi rêya ALO3 di heman alavê de entegre dike. Têla dagirtinê dikare wekî sensorek mekanîkî were bikar anîn.
Serlêdanên sereke:
Brazkirina lazer a laşên spî, bi giranî brazkirina lazer a bergên ban û qapaxên bagajê, û her weha brazkirina parçeyên otomobîlan jî di nav de ye. Guhertinên parçeyan û xeletiyên amûran pir caran dijwariya brazkirina lazer bi girîngî zêde dikin, ku dibe sedema debugkirina pir dijwar a pêvajoya weldingkirina lazer. Lêbelê, brazkirina osîlasyonî dikare bi bandor rêça xwe ya weldingkirinê biguherîne. Bi fonksiyonên şopandina welding û tezmînata dûrahiya fokusê ya otomatîk, ew dihêle ku tîrêjên lazer bi hêsanî werin rêve kirin û balkişandin, guhertinên rêçê pêk tîne, xwedan otomasyona bilind, leza weldingkirina bilez, û karîgeriya bilind e, bi vî rengî kalîteya weldingê diparêze.
★ Awantaj:
- Şopandina weldê ji bo destnîşankirina trajektora weldê ya perçeya kar di wextê rast de
- Li gorî guherînên cûda yên perçeya kar, rêkxistina adapteyî ya rêça weldandinê di sê alîyan de di XYZ de ji bo bidestxistina qalîteya baş a weldandinê.
- Rêjeya domdariya weldinga hilberê baştir dike
6. Brazîngkirina Sê-Xalan
Moduleke du-xalî li lensê tê zêdekirin. Di dema kaynakirinê de, modula sê-xalî ya di optîkên lerizînê de tîrêjekê li sê tîrêjan belav dike, û çareseriyek ji bo lerizîna pelên pola yên galvanîzekirî yên germ-dipkirî peyda dike û lerizînê bêyî şikestinekê xwartir dike.
Serlêdanên sereke:
Brazkirina laşên spî yên ji alloyûmê, brozkirina bi lazerê ya bergên ban û qapaxên bagajê, û brozkirina parçeyên otomobîlan, û hwd.
★ Awantaj:
- Pêvajoya brazingê ya bêtir aram û pêbawer
- Leza zûtir
- Hêza bilindtir
- Kalîteya xuyangê ya çêtir a weldên pelên galvanîzekirî yên germ-dip
- Pêvajoya paqijkirina serhêl
- Rêkxistina enerjiya dînamîk
7. Qeydakirina Hîbrîd a Pir-Dirêjahiya Pêlan
Qeyda hîbrîd a pir-dirêjahiya pêlanpêvajoyeke kaynakirinê ya nûjen e ku ji hêla Lianying Laser ve tê pêşxistin. Ew du tîrêjên lazerê yên bi dirêjahiya pêlên cuda li ser hev datîne, û dihêle ku eksên her du tîrêjan di fezayê de li hev bikin. Lazera dirêjahiya pêlê ya sereke bi giranî ji bo kaynakirinê tê bikar anîn, lê lazera dirêjahiya pêlê ya duyemîn bi giranî ji bo pêşgermkirina têla kaynakirinê û metala bingehîn tê bikar anîn, û rêjeya sarbûna metala heliyayî di hewza kaynakirinê de kêm dike. Ew bi taybetî ji bo alavên aluminium, alavên magnezyûm, alavên sifir, û hwd. guncaw e.
★ Awantaj:
- Naveroka kunan kêm dike
- Seqamgîriya morîka weldkirinê zêde dike û karîgeriya weldkirinê zêde dike.
- Bi bandor stresa germî kêm dike, şikestinan kêm dike, hêza weldingê baştir dike, û mûyên weldingê bi xuyangek nisbeten yekreng bi dest dixe.
Di encamê de, niha, di pîşesaziya lazerê de bi tevahî, teknolojî û alavên biyanî hîn jî di rêza pêşeng de ne. Ew di hemî aliyan de bi berfirehî pêşkeftî ne, ji hostên lazer û serên pêvajoya optîkî bigire heya alavên alîkar ên wekî sarincok, pîvanên hêzê, çavdêriya di nav-welding de, vekolîna piştî-welding û kalibratorên TCP. Pargîdaniyên navxweyî her hewlek didin ku bigihîjin. Lêbelê, di warê sepanên welding lazer de, Çîn bi nisbeten nêzîkî asta pêşkeftî ya navneteweyî bûye, bi hejmarek pargîdaniyên bi kalîte bilind derketine holê û encamên hêja bi dest xistine.
Dema şandinê: Îlon-05-2025











